







Skoonheidsmiddels produksielyn
Met kliënte se behoeftes ten volle in ag geneem, sal emulgering van grondstowwe volgens die skoonheidsmiddelproduksieplan uitgevoer word. Daarna sal die belangrike proses van vul en verpakking volg. Die uitvoering van hierdie proses sal die finale kwaliteit van produkte bepaal. Daarom word daar vir baie groot vervaardigingsfabrieke, insluitend Beaza, spesiale aandag gegee om te verseker dat hierdie proses goed werk. Herhaalde inspeksie sal deur die produksie-afdelingsleier uitgevoer word. Deurlopende monitering sal seker maak dat ons produkte die toets deurstaan.
STAP 1: Berging van grondstowwe/verpakkingsmateriaal
Ons produksie werkswinkel is honderdduisend stadium skoon werkswinkel.Ons heg groot waarde aan die kwaliteit van die produk,enons het 'n sertifikaat van GMP en SGS. Ojou ingenieurs isbaie professioneel wat haveis al meer as 20 jaar in hierdie gebied. Ons het twee professionele laboratoriums in die fabriek, een is vir die ontwikkeling van nuwe items, terwyl die ander een is vir die toets van die produkte tydens produksie of kliënte se monsters.

STAP 2: Bottelwasproses
① Slang/plastiekbottel: stofverwydering met lugpistool, saam met osoonontsmetting
② Glasbottel: maak eers skoon met water, gevolg deur ontsmetting met alkohol

STAP 3: Grondstofmeting
Meet die hoeveelheid grondstowwe wat in die formule gebruik word akkuraat deur ons outomatiese beheerprogram.

STAP 4: Emulsifikasie
Proses: oplos-emulgeer-dispergeer-instelling-verkoeling-filtreer
Toerusting:
-Boorpot, mengpot
-Vakuumpot: gebruik om hoë-viskositeit emulsies te maak sonder lugborrels, soos room en salf.
-Vloeibare waspot: word gebruik om vloeibare skoonmaakmiddels soos stortgel, sjampoe en grimeringverwyderaar te maak.

STAP 5: Halfklaarprodukinspeksie
Die halffabrikate word getoets vir mikroörganismes teen 'n stoltyd van 48 uur, en die halffabrikate word getoets vir vorms teen 'n stoltyd van 72 uur.
Nadat die materiaal geëmulgeer is, moet dit deur streng fisiese en chemiese inspeksie gaan. Eers nadat dit gekwalifiseer is, word dit toegelaat om uit die pot te wees, en dan oor te gaan na monsterneming en toetsing; sonder om die inspeksie te slaag, sal die materiaal teruggaan na emulsifisering volgens ons prosedures. Sodra alle inspeksies gedoen is, kan die half-afgewerkte produkte na die volgende stap van skoonheidsmiddelverwerking gaan, wat vul.

STAP 6: Vulsel
Verpakking en die materiaal sal dubbel gekontroleer word voordat dit gevul word. Aangesien hulle deur die vorige tegniese toetse gegaan het, sal inspeksie op hierdie stadium deur arbeid gedoen word, om seker te maak dat die materiaal in goeie konsekwentheid is. Daarbenewens sal die netto inhoud bevestig word. Monsterinspeksie sal uitgevoer word om te verseker dat die afwyking minder as 5% is. Dit is om die situasie te vermy waar die werklike volume nie ooreenstem met die etikettering nie, wat 'n negatiewe impak op die verbruikerskant sal veroorsaak. Verder word die produk netheid streng gemonitor. In Ausmetics word monsterinspeksies elke 30 minute uitgevoer, insluitend inspeksies oor die skoon werking van werkers en higiëne op die perseel. Inspeksiepersoneel werk voortdurend hard om seker te maak dat enige probleem wat gevind word onmiddellik reggestel word.

STAP 7: Verseël
Nadat dit gevul is, sal die produkte dan die verseëlingsproses betree. Botteldoppies moet styf vasgeskroef word. Werkers sal seker maak dat bottelskroewe skoon is en kyk of die skroewe styf genoeg is en dat daar geen lekkasie is nie.

STAP 8: Mikrobiologiese inspeksie vir voltooide produk
Inspekteer die voltooide produkte omvattend. Indien enige probleem gevind word, sal personeel foutiewe produkte hanteer volgens die “Produkbeheerprosedure”. As produkte die toetse slaag, sal films aangebring en hitte verwerk word.

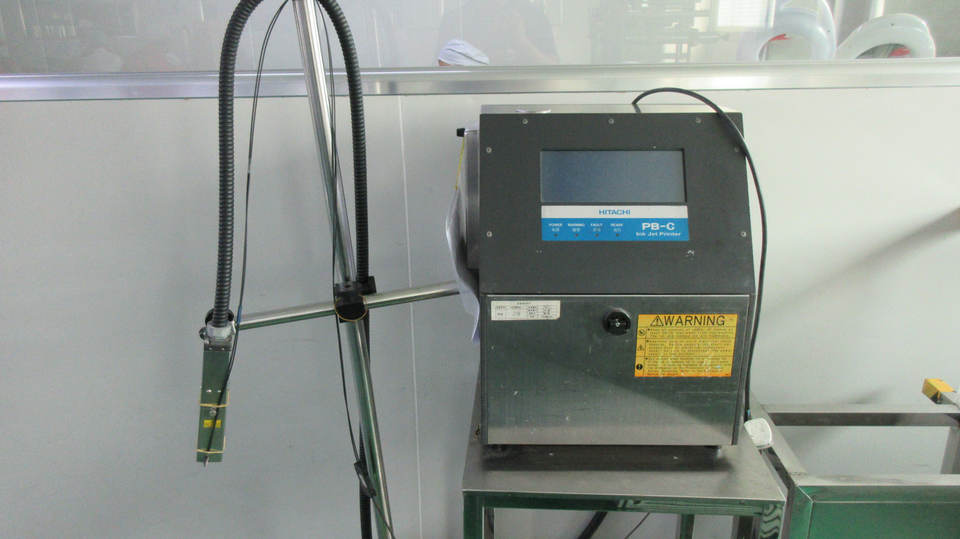
STAP 9: Kodebespuiting
Die kode word gewoonlik op die buitenste verpakking van produkte gespuit, en kan soms ook op die etikette in die binneverpakking gespuit word. Kontrole sal onderneem word om te verseker dat die kodering korrek is, en die skrif is duidelik en aanbiedbaar.
STAP 10: Boks
Produkte is nou gereed om in kartondose te gaan. Wanneer die produkte in bokse verpak word, moet personeel kyk of die teks van die gekleurde bokse reg gedruk is, en of die voorkoms op standaard is, asook of die slang en handleidings op die regte plek is. Indien die bokse nie ooreenstem met die etikettering van die produkte nie, sal personeel die verskaffers dadelik in kennis stel om dit reg te stel.

STAP 11: Doosseël
Nadat ons die produkte in bokse gesit het, kan ons nou die deksels van die bokse vasmaak, met spesiale aandag om te verhoed dat produkte onderstebo geplaas word of eenhede ontbreek.

Bogenoemde skoonheidsmiddels produksieproses demonstreer dat slegs deur aandag te gee aan besonderhede in die vroeë stadiums ons probleme later kan voorkom. Hoe noukeuriger inspeksies in die vorige stappe gedoen word, hoe doeltreffender kan die hele proses wees. Dit sal verseker dat produkte die vinnigste afgelewer kan word. As 'n kosmetiese vervaardiger is die produksiefilosofie wat Ausmetics aanneem: aandag aan besonderhede. Noukeurige aandag aan elke detail kan verseker dat produkkwaliteit gewaarborg word en produksiedoeltreffendheid verbeter word. Dit kan onnodige tyd en materiaalvermorsing verminder. Dis hoe Ausmetics dit regkry om velsorgprodukte van hoë gehalte te produseer vir kliënte wat wil hê dat hul skoonheidsmiddels doeltreffend en ekonomies vervaardig moet word.